
Proceso fabricación gafas de acetato fresadas
Proceso de los frentes
El acetato se recibe de los proveedores en planchas de diferentes longitudes y ancho, el color ya viene dado por el proveedor, aunque hay fabricantes de gafas que hacen combinaciones de colores por pegado con el objetivo de tener colores que no son Standard de mercado y enriquecer los diseños según las necesidades del mercado
Fabricación y comercialización de acetatos
La primera operación que se realiza es rebajar el material a un espesor determinado ya que se recibe con dispersiones entre las planchas, esa dispersión viene siendo sobre un 5% del espesor nominal, un acetato de 6 mm de nominal se puede recibir entre 6 mm. y 6,3 mm
La siguiente operaciones es cortar un rectángulo que circunscriba las medidas del frente.
La fase siguiente consiste en pegarle unos tacos de acetato en la zona central que posteriormente una vez fresada la forma serán las plaquetas, estos tacos se pegan con cola y alta frecuencia


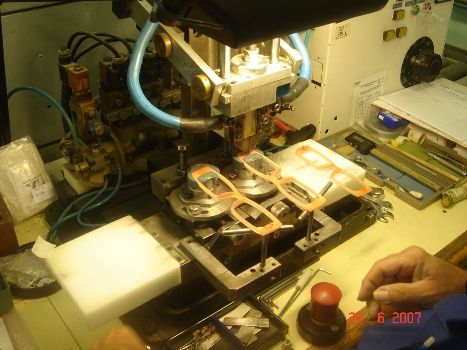
En las dos operaciones siguientes por medio de maquina de control numérico se fresa la forma interior donde se alojaran las lentes y en la siguiente se fresa la forma exterior.

Las operaciones mencionadas que se hacen con maquinas de control numérico también se hacen con maquinas tradicionales y útiles aunque los fabricantes están cambiando a las maquina de CNC ya que son mas precisas y de menor coste total en estos momentos


El frente esta plano salido de las operaciones anteriores, la fase siguiente consiste en curvar el frente para que se adapte a la forma de la cara, esa curva es de 5 a 8 grados con el plano de la cara en gafas graduadas, la curva que se hace para las gafas de sol es muy superior llegando a 20 grados según diseño.
Imagen curvado
Para poder sujetar las varillas y que tengan movimiento se colocan 2 medias bisagras en la zona de talones, estas se colocan calentando las mismas y presionando para que entren en el acetato
Los frentes en estos momentos además del acetato llevan incorporadas las bisagras para que se puedan pulir por medios mecánicos en los bombos se tienen que proteger las bisagras con un protector de silicona

Una vez protegidas las bisagras los frentes se introducen en unos tambores ( bombos ) que rozando con unas maderas y abrasivo pulen la superficie, esta operación se hace en 4 fases, cada una de ellas desde la primera fase a la 4ª el abrasivo es de menos intensidad
Están dando vueltas los frentes rozando con el abrasivo, desde que entran en la primera fase hasta que salen de la 4ª fase han pasado 4 días, este proceso aunque parezca primitivo no se ha conseguido mejorar el mismo desde que existe hace unos 40 años
 |
 |
 |
Enlace con proceso de varillas
Índice detallado de materias Página principal